YuYeon'1991 WHEEL ALIGNMENT FOR DD GRINDING M/C E-mail: yuyeon91@yuyeon.com
YuYeon'1991 T.02-461-8909 F.02-499-1135 Addr. 38-10 (HaSanGok-Dong, 2F), SanGokDong-Ro, HaNam-Si, GeongGi-Do, Korea
입형 양두 연마기의 각도 조정 

![]()
![]()
![]()
![]()
![]()
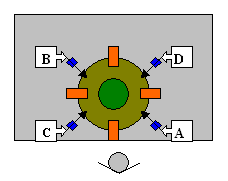
VERTICAL TYPE DOUBLE DISK GRINDING MACHINE상지석 각도 조정에 대하여
注) 지금부터 쓰이는 “+”표시는 지석 사이가 벌어지는 상태이며 (Dial Gauge에서도 “+”를 나타냄),“-“표시는 지석 사이가 좁혀지는 상태를 표현합니다.
A. 지석 각도를 0.05mm이상 변경할 경우
지석각도를 0.05mm 이상 변경할 필요가 있거나 사용중인 양두 연마기의 각도를 재 Setting하고자 할 때에는,다음과 같은 방법으로 실시하여 주십시오. 변화가 작은 각도 조정은 이렇게 까지 하실 필요가 없습니다.
1. 4개소의 LOCK-BOLT를 완전히 풀러 주십시오LOCK-BOLT를 자유롭게 한 상태에서 각도를 A, C, D의 순으로 하지석을 기준으로 상지석의 상태를 측정해 봅니다.그 측정치가 각각 0, +0.05, +0.10으로 나타났다고 하고, 이것을 각각 0, +0.025, +0.025 (출구측을 “0” 기준으로입구측이 +0.025만큼 벌려져 있는 상태)로 조정하는 과정을 소개 하겠습니다.注) “B”부를 특별히 측정하지 않는 것은 측정하지 않아도 그 값을 알 수 있기 때문입니다. 치수 A+B=C+D는 항시일정
2. 우선 C, D의 수치를 동일하게 하여야 합니다.수치로 보면 D의 수치가 C의 수치보다도 0.05가 더 벌려져 있는상태 이므로 C에서 D쪽으로 0.025 {(D-C)/2}만큼 밀어야 합니다.
3. A, B의 각도 조정BOLT가 조여져 있는 상태에서 C,D의 각도 조정BOLT를 느슨하게 풉니다.
4. 한 사람은 지석의 DIAL GAGE를 확인하고, 다른 한 사람은 C의 각도 조정 BOLT를 아주 천천히 치수의 변화를확인하며0.025만큼만 조여 갑니다.注) C의 각도 조정 BOLT를 너무 조여 0.025를 넘어 섰다면 실패 입니다. 이 때에는 조정하던 C의 BOLT를 완전히 풀고지석의 각도 상태를 재확인하여 반대편 D의 조정BOLT로 실시 합니다.
5. C, D의 수치가 동일해 졌다면 조정하던 C의 조정BOLT를 0.01~0.02 정도 더 조여 줍니다. (더 조여 준 치수는 확실히알아야 합니다.) 반대편 D의 조정 BOLT를 천천히 조여 C쪽에서 “더 조여 준 치수” 만큼을 다시 밀어줍니다.
6. 지석의 각도를 다시 확인하여 C, D의 수치의 차이가 2~3µm 이내라면 무시하셔도 좋습니다. (대부분 D 쪽에서 조금더 조여야 하는 상황임)注) 여기서 0.01~0.02정도를 더 밀었다가 반대편에서 다시 미는 것은 적당한 힘으로 각도를 고정시키기 위함입니다.더 이상의 힘이 가해지는 것은 기계에 응력으로 남아 있다가 어떤 식이든 각도를 변형시킬 위험이 있을 뿐만아니라 SPINDLE의 수명에도 영향을 줍니다.
7. 이 상태에서 각도 조정BOLT의 고정NUT는 FREE상태를 유지합니다.
8. C, D의 각도 조정이 끝났으므로A, B의 각도를 조정합니다.처음에 측정한 A, C, D의 각도가 모두 변해 있을 것이므로다시 확인을 합니다. 예로 A, C, D의 수치(A를 “0”로 기준하여)가 0, +0.075, +0.075 라고 한다면 입구측이 0. 075열려있는 정확한 SETTING이 될 수 있으나 원하는 SETTING은 입구측이 0.025 열려있는 것이므로 조정을 해야 만 합니다.확인된 수치를 보면 B가 +0.15 (0+B=0.075+0.075)입니다. 입구측 C를 +0.025로 SETTING하려면 (B-A)/2 = 0.025가되어야 합니다. 그러므로 B-A의 절반 값(0.05)만 A에서 B쪽으로 밀어주면 됩니다.
9. C, D의 각도 조정BOLT를 조여 진 상태로 유지하고 A,B의 각도 고정BOLT를 완전히 풉니다. 그리고 위의 –1항부터–4항까지의 요령으로 SETTING합니다. 지석의 A, C, D의 각도를 다시 한번 확인합니다. 근사치에 와 있을 것입니다.그러면 LOCK BOLT를 대각선 방향으로 차례대로, 조금씩 조여 들어 갑니다. 모두 체결하고 각도를 재확인 한 결과가 조금 변했다면 A, B와 C, D를 서로 미세하게 조이고 풀면서 마지막 SETTING을 합니다. 만일, 확인한 각도가 2~3µm 정도라면 다시 손댈 필요가 없습니다.
10. 각도 확인이 모두 끝났다면 각도 조정 BOLT의 고정NUT를 조여야 합니다. NUT를 조일 때는 반드시 각도 조정 BOLT를 잡고 NUT를 조여야 만 합니다. NUT를 조일 때 각도 조정 BOLT가 함께 회전할 수 있습니다.
B. 상지석 각도가 0.05mm 이하의 경우
4개소의 LOCK BOLT를 풀지않고 각도 조정 BOLT 만으로 조정합니다. 지석의 각도를 확인합니다. 확인한 각도가 각각 0, +0.03, +0.02인데 이것을 상하 지석이 평행한 0, 0, 0인 평행한 상태로 조정하는 과정을 소개 하겠습니다.
1. 위의 확인된 치수를 보면 쪽이 많이 열려있는 상태이므로 B의 방향으로 A의 각도 조정 BOLT를 조일 필요가 있습니다 만, 조이기 전에 반대쪽 B의 각도 조정 BOLT를 풀러 주십시오. 그리고 지석 각도를 확인하여 주십시오. (이것도 기계에 무리한 힘이 가해지지 않도록 하기 위한 과정입니다.) A, C, D의 수치가 각각 0, +0.025, +0.015로 나타났다면 B-A= 0.04이므로 절반인 0.02만큼 A의 각도 조정BOLT를 조여 줄 필요가 있습니다. 위와 같이 DIAL GAGE를 설치, 변화량을 확인하며 조여 주어야만 합니다. 그리고 각도를 적당한 힘으로 고정시키기 위하여 +0.01정도 더 밀어 주시면 됩니다. 그러므로 모두 0.03을 조입니다.
2. A에서0.03만큼 조였다면, DIAL GAGE를 그대로 둔 채로 반대 방향 B의 각도 조정 BOLT를 0.01만큼만 GAGE확인 하며 조여 주십시오. A, B의 치수를 확인합니다.
3. 다시 지석 각도를 확인한 A, C, D가 각각 0, +0,02, -0.02로 나타났다면, C-D = 0.02-(-0.02) = 0.04이므로 0.02만큼 D의 각도 조정 BOLT를 조여 줄 필요가 있습니다.
4. D의 각도 조정 BOLT를 조이기 전에 C의 BOLT를 풀러 주십시오.
5. C방향의 지석쪽에 DIAL GAGE를 설치하고 GAGE를 보면서 모두 30µm(0.03)이 움직이도록 D의 각도 조정 BOLT를 조입니다. 다 조였으면 반대 방향에서 0.01만큼 C의 각도 조정 BOLT를 조여 줍니다.
6. C, D의 수치가 동일하게 나타나는지 확인합니다.
7. A, C, D가 모두 0, 0, 0으로 나타난다면 O.K입니다.
-끝-
|
Copyright ⓒ 2003 YuYeon'1991. All Rights Reserved.